




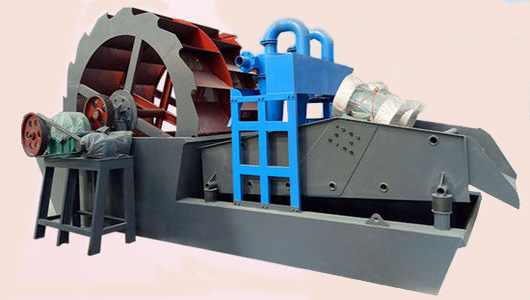
大家都知道细砂回收机工作过程需要电机的支持,但在实际生产操作规程中误操作直接影响影响细砂回收机电机寿命,从而细砂回收机在使用过程中因为电机故障影响生产,下面小编来介绍一下影响细砂回收机电机寿命的五大常见误操作及保养方法:
1、细砂回收机轴承过度磨损或装配不良,造成定、转子相擦,使铁芯表面损伤,进而造成细砂回收机硅钢片间短路,电动机铁损增加,使电动机温升过高。这时应用细锉等工具去除毛刺,消除硅钢片短接,清理干净后涂上绝缘漆,并加热烘干。
2、细砂回收机拆除旧绕组时用力过大,使盗槽歪斜和向外张开。此时应用尖嘴钳、木榔头等工具予以修整,使齿糟复位,并在不好复位的有缝隙的硅钢片间加入青壳纸、胶木板等硬质绝缘材料。
3、细砂回收机因受潮等原因造成铁芯表面锈蚀。此时需用砂纸打磨干净,清理后涂上绝缘漆。
4、围绕组接地产生高热烧毁铁芯糟或齿部。可用凿子或刮刀等工具将熔积物剔除干净,涂上绝缘漆烘干。
5、细沙回收机铁芯与机座间结合松动,可拧紧原有定位螺钉。若定位螺钉失效,可在机座上重钻定位孔并攻丝,旋紧定位螺钉。
细砂回收机常见的13种故障及解决办法
1、砂量突减或漏砂
在操作中如果发现细沙回收量明显减少或者少量大量的漏砂时,我们就有必要检查一下是不是筛网坏了或者是固定筛网的螺栓有所松动。那么面对这种情况,它的处理方法就是换个筛网或者紧固螺栓。

2、机架振动
细砂回收机工作一段时间后,在不断的振动中,连接架上的螺栓松动了或者轴承座的螺栓松动所导致,排除方法是紧固螺栓并进行仔细检查。
3、工作中出现噪音
当你发现传动的噪音很大时,这是齿轮造成的齿轮间距改变。这种问题一般的处理方法就是加足润滑脂,同时调节减速机地脚螺栓并紧固。
另外,轴承损坏和筛板滑架断裂也会产生噪音,这时需更换轴承或筛板滑架。
4、真空高压泵堵塞
一般是泥浆里有杂物,注意不要让过大的杂物进入泥浆,最好是脱水筛的出水口直接接在细砂回收机的进料口,这样可以防止工作中进入杂物堵塞高压泵。

5、物料走偏
引起物料走偏的原因可能有:
1)两台电机同向运转;
2)其中一台电机损坏。
这时可以采取以下措施:1)调整一台电机任意两相接线,使两台电机反向运转;2)更换损坏的电机。
6、脱水筛机横向摆动原因可能是:
1)振源两端偏心块角度不相同;
2)弹簧不平或损坏。
采取相应措施:1)同相位同角度调整振源两端偏心块;2)更换或选配弹簧。
7 、筛机不启动原因:
(1)电源线路不通;
(2)电机卡组;
(3)与其他设备制约。
解决办法:(1)检查三相电源是否缺相;(2)消除卡组;(3)排除制约。
8、渣浆泵不出水
遇到泵不出水时,检查进水管路是否漏气或堵塞,进而修复漏气部位或清理堵塞部位。
9、减速机故障
如果没有及时维护细沙回收机轴与减速机低速轴没有达到规定平行度,则极容易造成齿轮的损坏,所以要按规定的时间及时的加油并调节使其运转正常。
10、密封圈故障
密封圈的损坏或是断油容易使轴承损件,造成这种故障的原因是因为长时间没有维修和清洗,所以需要按照所规定的加油,还要及时的更换密封圈。

11、机体损坏
机器虽是铁做的,可也需要爱护。在此提醒大家一定要做到及时有效的保养和维护,使得设备尽可能少的出现问题并延长使用寿命。
12、轴承容易损坏
该现象的出现是一个严重的问题,这预示着设备轴承已经断油或者密封圈遭到了未知因素的损坏,也可能是因为长期缺乏维修和保养所导致的,主要的排除方法是按照规定加油或更换新的密封圈,定期清洗维护轴承。
13、电源烧毁
主要原因可能是回收机工作中会有水溅出来,故在机器启动前一定要用东西遮住电源,以免进水烧毁,不能正常工作。
本文地址:http://www.wssw1688.com/html/news/xw1/206.html





管理员
该内容暂无评论